
PM Improvement - Today
I have argued that you do not need an RCM engagement or a series of workshops to create a best practice PM. The knowledge is already there. To illustrate this, I’ll take an electrical asset, start from the nearly-blank PM most plants actually run, and assemble the revised version — sourcing every line from documents you already have, checking that your people can execute it, getting it approved without a six-week change-management slog, and then watching it pay off over a few cycles.
The asset is a 4,160-volt, 1,250-horsepower medium-voltage motor on a critical service — call it M-2301A, a TECO-Westinghouse Rock 541, the form-wound machine that company builds to API 541 for petrochemical service, with its Thermalastic vacuum-pressure-impregnated epoxy-mica insulation. Like the pump I have used in previous posts, it’s a representative of many real motors and situations across many plants.
The PM you’re running today
Here is M-2301A’s quarterly electrical PM, in full:
PM motor. Grease bearings. Megger if needed.
Seven words of content for a machine whose replacement is a fourteen-week lead item and whose failure takes the unit with it. “Grease bearings” specifies no volume, so the technician greases until fresh grease appears at the relief — which on a running motor means he’s just packed the bearing cavity, raised the operating temperature, and started pushing grease past the inner cap toward the windings. “Megger if needed” outsources the entire decision of whether to test, at what voltage, against what acceptance value, to a judgment the work order refuses to make. So nobody meggers, because “if needed” reads as “not this time” every time.
What that PM never carried is the thing that would have made it useful: the motor’s own history. Two overload trips in the last year. A space heater that may or may not still work, because no PM has ever asked. All of that lived in people’s heads or in the text of all the previous closed PMs that nobody reads.
Step one: pull the standards you already have
Building the reference does not start with analysis. It starts with retrieval. Every acceptance criterion this motor needs has already been written down in authoritative resources, and your job is to go collect it, not to invent it.
Open the OEM motor manual first. It gives you the grease type, the grease volume — in grams or cubic centimeters, the number that “grease bearings” left out — and the relubrication interval. On a Rock 541 that grease is a polyurea — Polyrex EM — that must never be cross-charged with the lithium grease one bin over, and the quantity is stamped on the lubrication nameplate riveted to the frame rather than left to the gun. It gives you the windings’ RTD type — platinum PT100 detectors, two per phase — and the bearing-temperature limits, while the matching alarm and trip values stay buried in a relay configuration nobody has looked at since commissioning instead of printed where the technician stands.
Then pull IEEE 43, the insulation-resistance testing standard. It tells you the test voltage for a 4,160-volt machine, that you correct the reading to 40°C, that the polarization index is the ten-minute reading divided by the one-minute reading, and that a PI of 2.0 or above is generally acceptable while a falling PI is an early warning long before the insulation actually fails. NETA’s Maintenance Testing Specifications give you the test intervals and the recommended minimums for this voltage class. NFPA 70B, now a standard rather than a recommended practice, gives you the framework that says this equipment earns condition-based testing on a defined cycle. For a machine this size — 1,250 horsepower at 4,160 volts — the vibration limits and RTD conventions come from the OEM data sheet, the protection-relay settings, and NEMA MG-1, plus an API specification such as API 541 or 547 where the motor was purchased to one. IEEE 841 tops out around 500 horsepower of low-voltage severe-duty service and does not reach this motor.
None of that is proprietary, novel, or yours to derive. It is published, it is on your shelf or one search away.
We have even compiled the applicable standards, by equipment type and class. Our Practitioner Library holds PM Source Manuals for Electrical, Instrument, and Rotating.
Step two: write it into rows
Now convert. Each bare instruction becomes a row with three things — what to check, what acceptable looks like with a number, and what to do when the number is wrong, with a clock on it. Not a procedure telling people to turn on the device, connect leads, breathe.
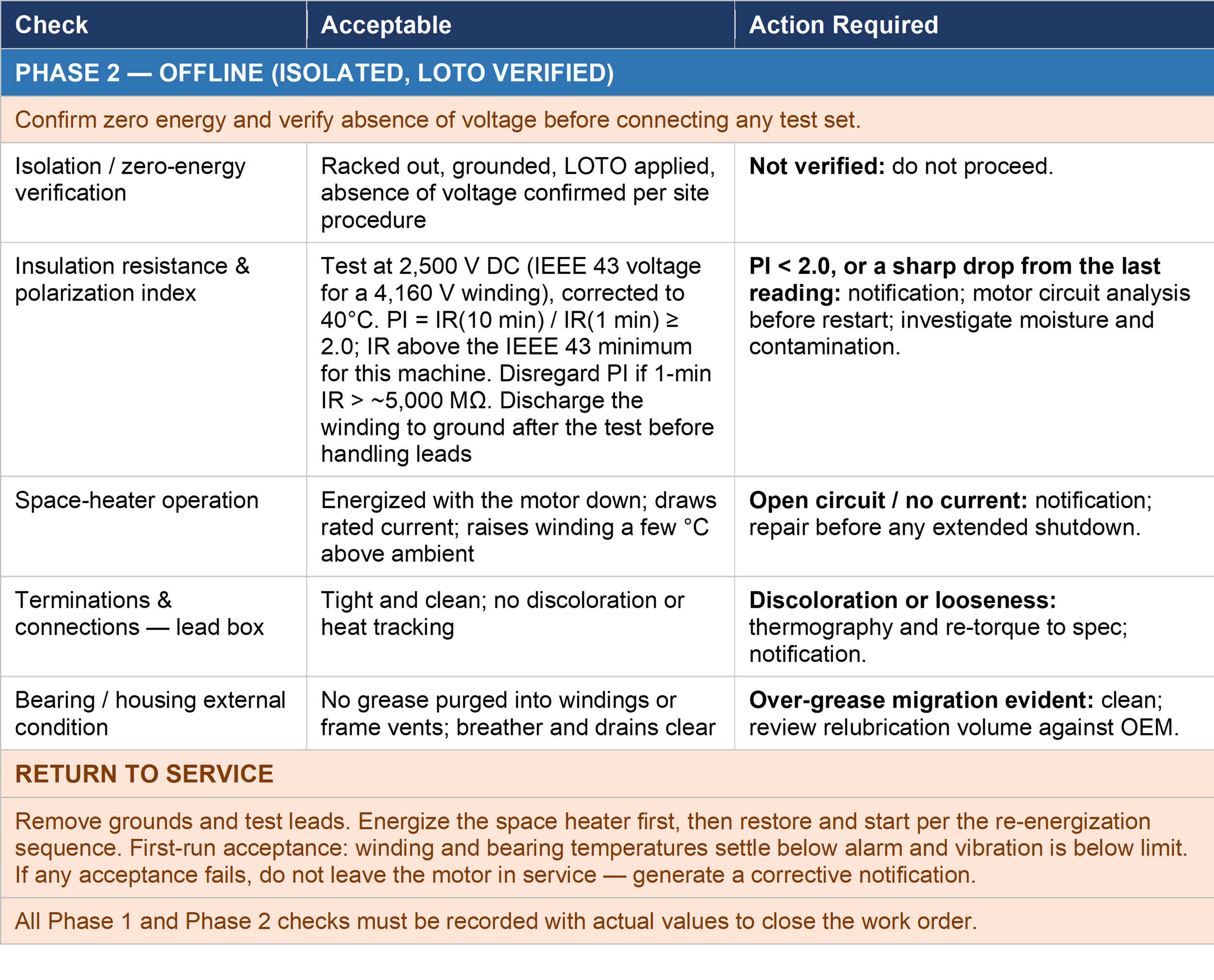
“Megger if needed” becomes: insulation resistance at 2,500 volts DC, corrected to 40°C, with a ten-minute polarization index. Acceptable is PI at or above 2.0 and IR above the IEEE 43 minimum for this machine. Below that, or any reading that has dropped sharply from the last one, generate a notification and request motor circuit analysis within seven days before the next start. The voltage is set by the winding rating, not by habit: IEEE 43 puts a 4,160-volt machine in the 2.5–5 kV band, which tests at 2,500 volts, and reserves 5,000 volts for windings rated above 5 kV. Whatever the number, ground the winding to discharge it after the test before anyone touches the leads.
As to “grease bearings,” first check to confirm that this motor is not on oil lubrication, as many motors of this size are – but no one tailors the PM language. If it is on grease, the instruction becomes: relubricate with the grease the Rock 541 data sheet specifies — a polyurea such as Polyrex EM — verified by reading the cabinet label against the lube chart, because mixing an incompatible grease into the bearing destroys both — at the OEM volume, pumped slowly with the relief port open and the motor running. Stop at that volume rather than pumping on until fresh grease shows at the relief, unless the OEM’s grease-change or purge procedure specifically calls for the bearing to be run out, then run the motor ten to thirty minutes so the bearing can purge what it doesn’t need. Even better, procure and use ultrasonic grease caddies.
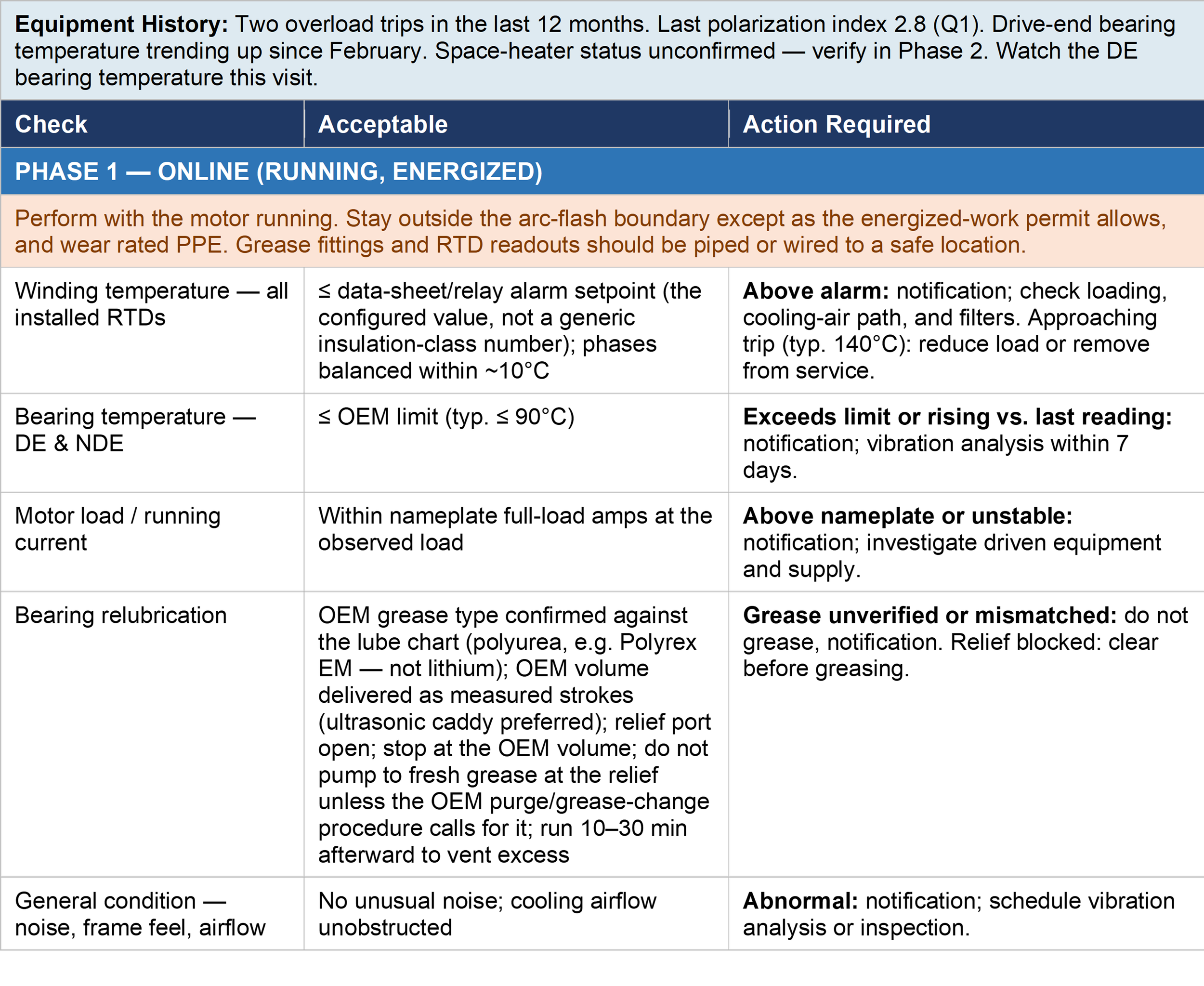
Add the rows the old PM never imagined: winding-RTD temperatures read and recorded against the data-sheet alarm and trip points. Bearing temperatures against the OEM limit. Space-heater operation confirmed during shutdown, because a dead heater is how moisture gets into the windings between runs. Above all of it sits a three-line history header — two overload trips this year, last recorded PI and its date, watch the drive-end bearing temperature — so the technician walks in already knowing what this specific motor has been doing.
Writing the rows down forces a distinction the old PM hid, and getting it wrong is how you lose the technician on the first read: these checks do not all happen in the same machine state. You grease the motor and read its winding and bearing temperatures while it runs— the whole early-warning signal is a trend taken on the live machine. You measure insulation resistance and polarization index, and you confirm the space heater, only with the motor shut down, racked out, grounded, and locked, because you cannot put 2,500 volts of test potential into an energized winding and the heater is interlocked off whenever the motor turns.
So, the reference splits into two phases the way a good pump reference splits running-condition checks from shutdown work — an online phase the crew runs on the live machine, and an offline phase that waits until the equipment is down and isolated. On a critical motor those are usually two cadences, not one event: the online round comes due quarterly while the motor is up, and the insulation test rides the next turnaround, because nobody shuts a critical motor down on a calendar just to megger it. However, if you have a rotating equipment swap plan, the ideal situation is to conduct the online work just before the swap and the offline after. Whatever the case – create a plan.
The whole exercise is a few hours of a planner’s or reliability engineer’s time per asset. The work is retrieval and transcription. The reason it feels like it should take longer is that the industry has spent forty years insisting the answer requires a study, when the answer was sitting in the manual the whole time.
Step three: check that your people can actually run it
A reference is a promise the technicians can only keep if the plant enables them. Before this one goes live, check to ensure the shop has the physical enablers, because a row that calls for something the field cannot supply is worse than no row — it teaches the crew that the reference is fiction.
Proper tools: The reference now calls for a megohmmeter that applies the IEEE 43 test voltage for this winding — 2,500 volts for a 4,160 V machine — and can run a timed polarization index, calibrated, with a working guard lead. If the only instrument in the shop is a 500-volt hand-cranked megger, your PI row is theater until you buy the right tool. Grease guns should ideally be ultrasonic caddies — but at a minimum each gun needs its output per stroke measured and labeled, so the technician can deliver the specified volume instead of guessing.
On-spec materials: The grease the OEM specifies has to be the grease in the cabinet, in a sealed container, labeled, and not silently substituted by whatever the storeroom reordered when the original went obsolete.
Equipment access: The two phases need two different kinds of access. Ensure this is clearly resolved into two separate PMs or there’s a supported plan for online/offline action. The online phase puts a technician at a running, energized machine to grease it and read temperatures, which means safe access to the grease fittings and the RTD readout, the fittings piped out to a reachable point if they are not already, and the right PPE. The offline phase needs the a plan for shutdown/motor swap: the motor racked out, grounded, locked, and proven dead before anyone connects a test set.
Checking enablers is what separates a reference that runs from one the crew quietly abandons in week two, when they discover the plant can’t back what the page demands.
The reference these steps produce
Four steps of retrieval, a tool check, and the phase split above yield a two-page reference. The electrical test rows and the running rows live in separate phases, with the state change and the restart written in so nobody guesses at them.
Some of the data in an execution reference needs validation from nameplate, the as-built IOM for specific configuration, etc. If you can’t find everything, either field walk before the PM – or even better, walk with the crew and get the data during conduct of the first PM.
Execution Reference — M-2301A, 4,160 V Motor (TECO-Westinghouse Rock 541), Quarterly PM
Step four: fast-track the approval
Here is where most good PM content dies. The improved reference gets written, and then it enters a one-size-fits-all management-of-change queue designed for plant modifications. It sits behind capital projects for six weeks, and the planner who built it moves on to the next fire. The change that would prevent a motor outage waits behind a request to relocate a junction box.
That queue is the wrong instrument for this change, and you can build a faster lane for it. A PM content improvement that adds acceptance criteria sourced directly from published standards and the OEM manual, inside the same task scope and interval, introducing no new hazard, is exactly the kind of bounded, standards-based change that earns an express pathway. The technical basis is the standards themselves — IEEE 43, NETA, NFPA 70B, the manual — so the review only has to confirm the numbers match the cited source instead of relitigating whether the motor should be tested at all. Pre-approve the category once, define the envelope that keeps a change inside it, and authorize these in bundles with a periodic register review rather than one ticket at a time. The book lays out the full express-lane design; the point here is that a change this well-grounded should clear in days, and if your process can’t do that, the process is the constraint, not the reference.
The payoff, in cycles
Put the approved reference in the field and the value shows up on a schedule.
First test cycle: the technician records a polarization index of 2.8 and a healthy insulation resistance — the first time either has been a written number on this motor rather than a verbal “it meggered fine.” He greases to the specified volume with the relief open, which quietly ends the over-greasing that had been cooking the drive-end bearing for years. Winding RTDs get baselined. The space-heater check comes back: dead, open circuit, and now a notification exists for it.
Second cycle, next outage: polarization index has dropped to 2.1, still above the 2.0 floor but heading for it, and the insulation resistance is down with it. The conditional fires — motor circuit analysis within seven days — and the analysis, read against the now-repaired space heater and the moisture it had been letting in during every shutdown, confirms early insulation degradation that drying and monitoring can arrest. This is the read you never get from “megger if needed,” because the warning is in the trend between two numbers, and the old PM produced no numbers to trend. If you don’t catch this while you can dry and treat, you’re headed for a much more expensive rewind.
Third cycle: with the heater repaired and the windings dried, polarization index has recovered to 2.6, bearing temperatures sit well inside the OEM limit now that the cavity isn’t packed, and the reference gets its history header revised for the next technician. Run the counterfactual on the old PM and it ends the way these always do — a wet Monday startup after a long weekend, a ground-fault trip, and a fourteen-week wait for a replacement motor that could have been a planned dry-out caught two cycles earlier.
The reference that did all of that wasn’t the product of an analysis project. It was an afternoon of pulling standards you already pay to have access to, a history that was already in your CMMS, a tool check, and an approval that should have taken a week. The full M-2301A reference, the express-lane design that gets it approved, and the enabler checklist that keeps it from collapsing in the field are in The Maintenance Execution Gap.
We’ve done a lot of the work for you: Our Practitioner Library holds PM Source Manuals for Electrical, Instrument, and Rotating.
If you’ve got a critical motor running on “grease bearings, megger if needed” and you want the built-out reference for it — or you’ve looked at your equipment list and realized the row-by-row rebuild across a fleet is more than your planners can absorb — that’s the conversation we have at SamOS.